{kind=link}
- All
- Blog
- Packaging University 101

BlogCompanyMarket
PackExpo 2026
Are you ready to step into the future of packaging and labeling solutions? Look no further – we're excited to invite you to an exclusive ...
BlogPackaging Solutions
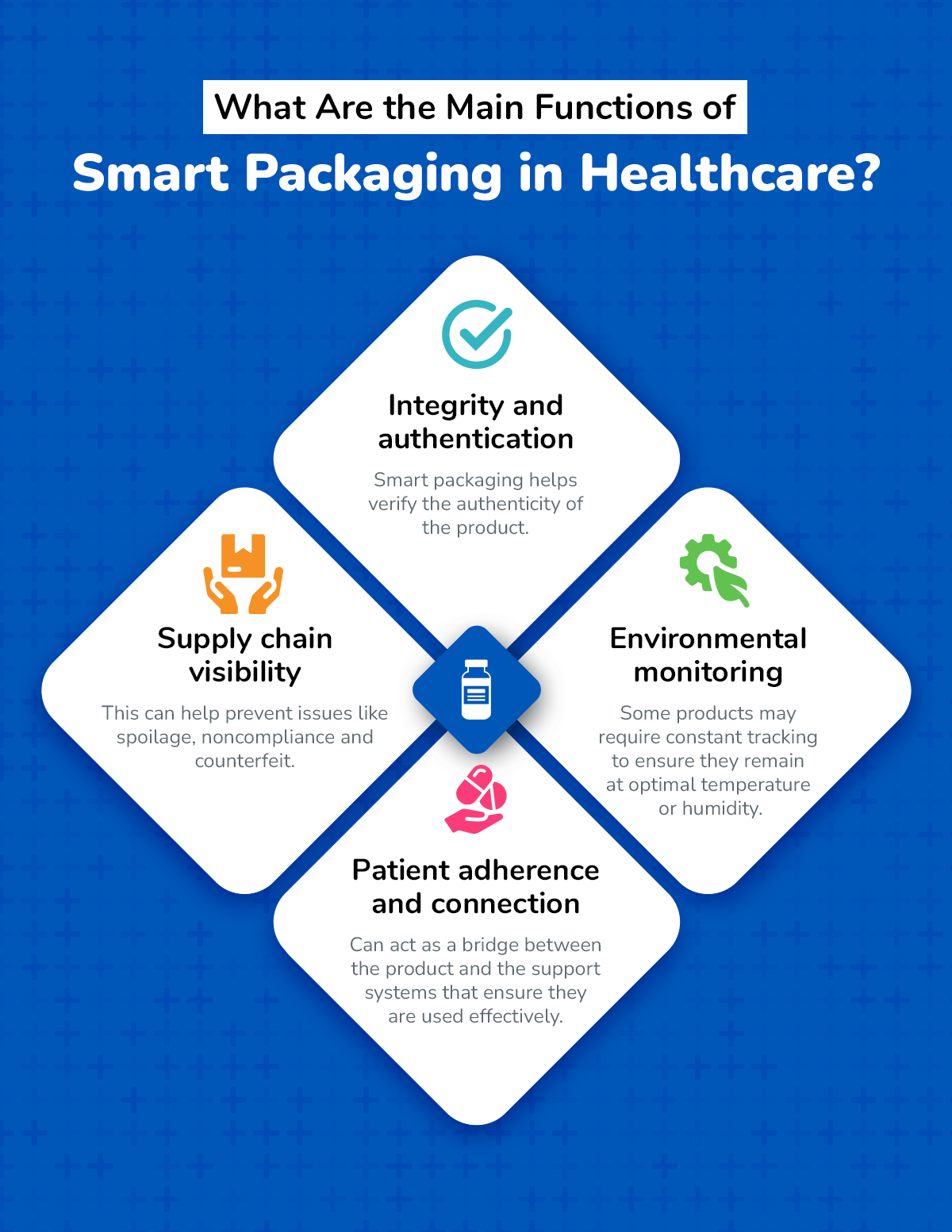
How Does Smart Packaging Work for Healthcare Products?
As many industries begin to move away from simple container packaging and shift to smart packaging, the potential for convenience and clarity increases. Unfortunately, with ...
BlogCompanyMarket
Pharmapack 2026
Are you ready to step into the future of packaging and labeling solutions? Look no further – we're excited to invite you to an exclusive ...
BlogBookletLeaflet
A guide for Instruction for Use
the IFU is an essential part of prescription drug labeling that provides patients with clear, concise instructions on how to use their prescription drug products ...

BlogCompanyMarket
CPHI Frankfurt 2025
Are you ready to step into the future of packaging and labeling solutions? Look no further – we're excited to invite you to an exclusive ...
BlogCompanyLeaflet
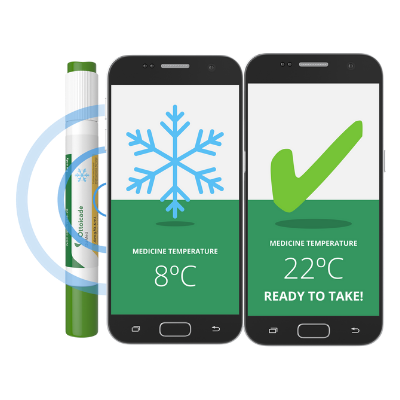
NFC Technology Enhancing Patient Workflows
Near Field Communication (NFC) technology has the potential to transform hospital systems by improving patient workflows, safety, and outcomes.

BlogCompanyLeaflet
Expanded Content Labels (ECLs): The Ultimate Solution for Multilingual and Regulatory Information
In the fast-paced world of pharmaceuticals and healthcare, packaging plays a critical role in delivering crucial information to consumers and meeting regulatory requirements.

BlogExpanded Content LabelsPackaging Solutions
Basics of Extended Content Labels
ECLs can be life-saving and help your customers gain more value from your products. This makes it essential to familiarize yourself with them. We've outlined ...

BlogCompanyMarket
Pharmapack 2025
Are you ready to step into the future of packaging and labeling solutions? Look no further – we're excited to invite you to an exclusive ...

BlogPackaging Solutions
5 Smart packaging trends to Watch
Technological advancements have fueled the emergence and growth of smart packaging, changing how products are manufactured and distributed. In particular, the pharmaceutical industry has adopted ...