Cryogenic Labels
Overview
In the pharmaceutical and healthcare industries, people need labels for sample identification, traceability and more. This is where CCL Healthcare excels as a leader in commercialized cryogenic labeling. Our team of cryogenic labeling engineers has rigorously tested materials and adhesives to provide the best cryogenic solutions for your labeling and packaging requirements.
What Are Cryogenic Labels?
Cryogenic labels function and perform effectively at below-freezing temperatures. Typically, labels are engineered with a specific cryogenic storage stage in mind. Selecting labels that can withstand storage temperatures and other temperature excursions and processes is essential. Cryogenic temperatures can range from -90°C to -70°C and can drop as low as -135°C to -190°C in the vapor phase of liquid nitrogen, up to the thaw temperatures.
Numerous challenges come with cryogenic temperatures, such as labels being unable to adhere to frost and the inks smearing or scratching off the label. Additionally, labeling at room temperature and immediately placing it into cryogenic temperatures can cause the label to flag. Laboratories have developed several solutions to these challenges, but reliable secondary packaging suppliers for commercialized cryogenic products are limited.
Cryogenic Packaging Products


Why CCL Healthcare's Cryogenic Labeling?
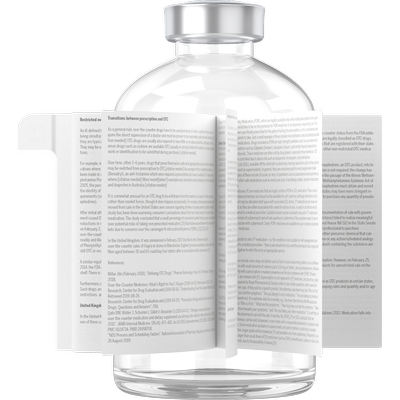
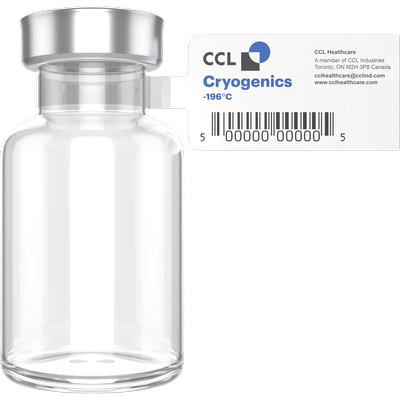
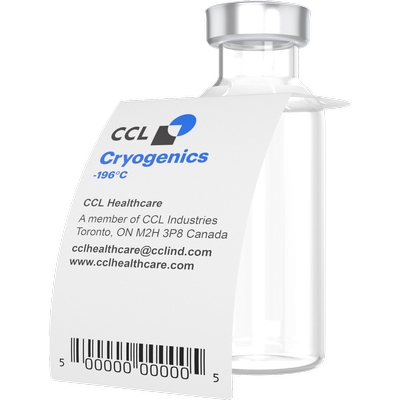
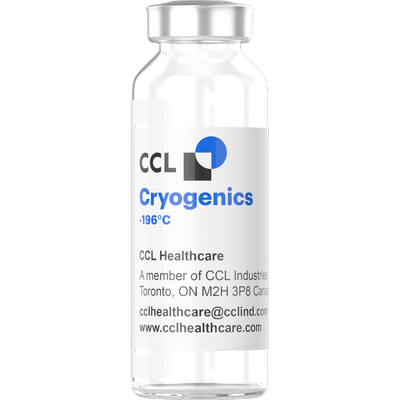
CCL Healthcare offers a comprehensive range of cryogenic packaging solutions that are rigorously tested and made with top-quality materials, adhesives, inks and imprinting options to meet the demands of cryogenic environments. With a focus on innovation and investment in equipment and personnel, the company custom-designs its product lines to cater to specific customer requirements, including booklet labels, flag labels, neck hanger labels and more.
Using the latest printing equipment and adhering to robust Standard Operating Procedures (SOPs) and current Good Manufacturing Practice regulations (cGMP) facilities, CCL Healthcare surpasses its customers’ quality expectations. As a market leader in cryogenic label manufacturing, CCL Healthcare invests heavily in vision verification systems to establish the industry standard for pharmaceutical printing.
The company manufactures under cGMP and ISO standards in temperature and humidity-controlled facilities, with a dedicated quality assurance team and production departments following strict SOPs and CSPs in fully segregated manufacturing areas. With 34+ specialized healthcare sites globally, the company’s experienced staff offers top-tier service, technical expertise and product innovation.
Cryogenic Label Application Techniques
Proper application of cryogenic labels is essential to ensure their durability and readability in ultra-low temperature environments. Here are some key techniques for effectively applying cryogenic labels to vials, tubes and other storage containers:
Before applying a cryogenic label, ensure the surface of the storage container is clean and dry.
Carefully position the cryogenic label on the storage container and ensure the label is aligned correctly.
Apply firm pressure to the cryovial label so that it sticks to the container.
Be mindful of moisture traps, such as creases or folds in the label, as they could lead to condensation or ice formation in cryogenic environments.
Avoid overlapping labels when applying multiple labels to the same storage container.
Take precautions to minimize the exposure of cryogenic labels to extreme temperatures during application.
Conduct a visual inspection for adhesion and readability after applying the label.
Cryogenic Questions?
Not sure of what you need for your application ? One of our packaging specialist will be glad to help.
Choose Our Cryogenic Labels
Our products are 100% custom-made to order, and our many locations offer high-quality service for cryogenic solutions. Request a quote today, and we will get in touch with you as soon as possible.
Contact Us
Contact a Packaging Specialist
Request a Quote
Request a quote for Cryogenic Labeling Labels?
Newsletter
Stay connected with CCL Healthcare