Single Ply Labels
Overview
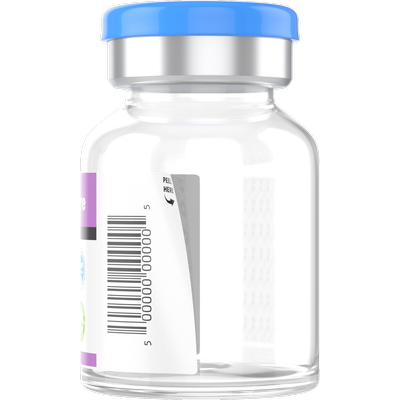
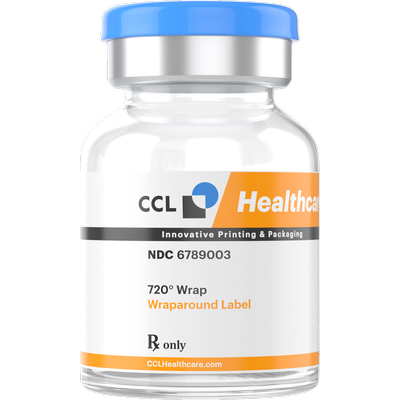
Peel and Reveal and Wrap Around labels
Single ply labels have a layer of material that can be peeled back or unwrapped, revealing more content. These labels are printed on the front side of the facestock with the option to print on the reverse side of the facestock essentially double the content area. There are few formats of single ply expanded content labels such a peel and reveal style label and wrap around labels. Peel and reveal style labels use a release agent that printed in certain areas of the label, this allows the label to be peel back and reveal the content on the back side of the label. Wrap around labels are designed to be larger than the circumstance of the container and wrap over top of itself. The identifying content is visible on the container when the label is fully wrapped. The wrap around label also uses a printed release section to allow the label to unwrap reveal more content. Wrap around labels also have the ability of having 2 sided print which again increase the content area of the label.

Overview of Multi-Ply Labels
Multi-Ply Labels are typically made with layers of pressure sensitive material with a hinge and a release agent that allows the top layer to be peeled back, opened, and resealed. This construction from CCL Healthcare facilitates the ability to repeatedly open and re-close the label meeting regulatory requirements. The construction of a label creates printable surfaces. The interior panels surfaces are ideal for regulatory content or promotional coupons, and the front panel full brand graphics. Multi-Ply Labels are the perfect choice for brands that want to maintain their brand identity while meeting the regulatory requirements. Multi-Ply Labels are versatile and custom made for a large variety of containers in an array of shapes and sizes from front panels on a square bottle, folding cartons, or around cylindrical containers not limited to syringes, vials, bottles, and jars.
Contact Us
Contact a Packaging Specialist.
Request a Quote
Do you need a quote for Multi-Ply Labels?
Newsletter
Stay connected with CCL Healthcare?
CCL Healthcare is market leader custom cGMP printed packaging solutions. We offer the industries largest array of printed packaging and functional secondary packaging products. The products shown on the website are only a small sampling of the formats, constructions, and configurations. To discuss your unique or custom packaging needs, please contact a packaging specialist.
Why Choose CCL Healthcare for you next labeling project?
CCL Healthcare specializes in printing pharmaceutical grade multi-ply labels with the largest selections of formats and construction in the pharmaceutical printed packaging industry, we have a solution for you. No matter the shape, size, material, or requirements, CCL healthcare can design and engineer a high performance cGMP multi-ply labels for your next project without sacrificing shelf appeal or performance. Our Multi-ply product line includes single layer peel and reveal labels, 360-720 wrap around labels, IVHL’s, peel off traceability labels, 2-ply labels, and 3-ply labels. When selecting you next secondary packaging printer, choose CCL Healthcare. The pharmaceutical and life science industries top choice for printed secondary packaging.
Our 34 and growing global healthcare facilities are equipped with state-of-the-art printing equipment, leading the market in innovation by producing new constructions, designing new formats, variable data, brand security, smart packaging, and other value added features to multi-ply labels. CCL Healthcare is constantly evolving and innovating its products pushing the boundaries of materials, adhesives, and equipment to produce top quality innovative packaging solutions. Our product and package engineer teams take the initiative to customize machinery to develop new processes and product enhancements to add value to our existing multi-ply product line.
When it comes to quality CCL Healthcare is the market leader investing heavily into vision verification systems and establishing the standard for pharmaceutical printing in the industry. The standard includes ensuring every product is 100% electronically verified and documented for traceability. We manufacture under cGMP and ISO standards in temperature and humidity control facilities. Our dedicated quality assurance team and production departments follow strict SOPs and CSPs in fully segregated manufacturing areas. Our global presence and manufacturing footprint allows you to go global with 34+ specialized healthcare sites. Our experienced staff provides the highest level of service, technical expertise, and product innovation anywhere you are.



