Radio Frequency Identification (RFID) Overview
Pharmaceutical RFID is commonly used to track and identify products throughout the supply chain, enabling inventory visibility and replenishment while also providing real-time locations of assets.
CCL Healthcare manufactures and distributes high-quality radio frequency identification (RFID) labels that enhance traceability, quality control and accuracy.
How Does RFID Work?
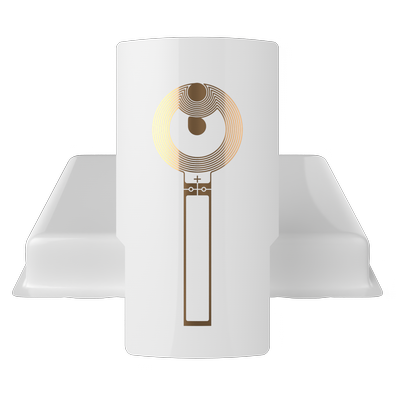
RFID works by transmitting electromagnetic frequency to identify objects. When pharmaceutical labels are RFID-tagged, the reader picks up the data on the tag and transports the information to a software framework. A chip and antenna on the tag power this communication.
RFID chips can be low-frequency, high-frequency and ultra-high-frequency. RFID chips can be used according to their specific capabilities and ranges. With RFID technology, users are able to read multiple tags simultaneously and/or read at distances more than a few feet or up to 100 feet, depending on the type of inlay. There are both active and passive RFID products that serve different purposes.
What Is Pharmaceutical RFID Used For?
The primary use of pharmaceutical RFID is for more efficient, accurate and bulk-tracking of medical products. RFID tags help with:
- Inventory tracking and management: RFID chips are ideal for material tracking, inventory management, tool tracking, and access control.
- Medication adherence: RFID chips help provide a safe and secure method for patients to track their progress in a health plan.
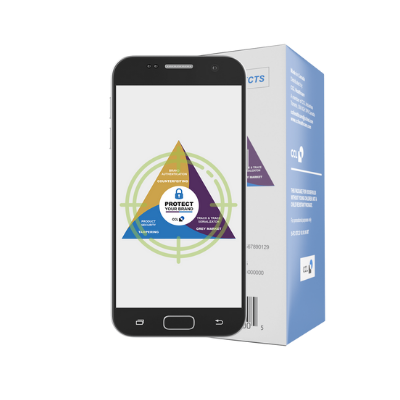
- Counterfeit defense: RFID can guard against counterfeiting, as it allows production managers and quality control staff to better track stock.
- Locating and quantifying products: RFID is also used to locate or quantify items, whether they are in a specific location or going through the supply chain.
Advantages of RFID Over Barcoding
RFID enables blind reading of tags, whereas barcodes require individuals in the supply chain to be in the line of sight with the codes to scan them. This longer-range reading holds several advantages, including a reduced need for human intervention. Additional benefits and capabilities of RFID tags are outlined below.
Track Units That Are out of Sight
The major advantage to using an RFID tag versus a barcode is in scenarios where tracking several hundreds to thousands of units is applicable. The wireless functionality allows for a reader to interrogate inlays that are out of the line of sight, such as pallets or boxes, or where an entire retail pharmacy needs inventory to be counted quickly and accurately.
Save Time With Faster Analysis
The use of RFID tags can save a significant amount of time and money, providing a quick analysis of stock levels and the ability to add or subtract inventory as it is being shipped or received using gates or overhead readers.
Read Tags From Longer Distances
An RFID reader doesn’t need to be in close range of the tags to scan them, making it possible to do bulk readings from longer distances. RFID tags save costs, time and labor-intensive work.
Enhance Security
Information on the tag can be encrypted or password protected. They also allow the ability to store large amounts of data, remove it permanently if needed, and track inventory as it moves through the supply chain.
What Sets CCL Healthcare Apart When It Comes to RFID?
CCL Healthcare is uniquely positioned to convert and encode RFID inlays into finished labels in a cGMP environment. We’ve invested in state-of-the-art converting and encoding equipment along with software to ensure not only the quality of the label but also the functionality of the RFID tag. Our RFID-enabled labels go through the industry’s most rigorous inspection system with a second redundancy inspection to flag and replace any non-functional RFID labels.
Why Use CCL Healthcare on Your Next RFID Project?
We work with industry leaders in the development of new RFID tags, inlay sizes, software and system integrators to ensure the successful launch of your next RFID project. CCL Healthcare has invested heavily in highly trained personnel and new state-of-the-art equipment.
With our skilled staff we are able to innovate not only at the product level but at the machinery level, modifying equipment to push the boundaries to achieve what was once not possible yesterday to what is possible today.
When you partner with CCL we provide:
- Custom products: Get 100% custom-made products to fulfill the unique needs of your business.
- Extensive inventory: We have a broad range of RFID solutions, allowing you to find the right products for you. We also specialize in other smart packaging and patient leaflets.
- Impeccable service: Our team is dedicated to clear communication, punctuality and innovative problem-solving.
- Global footprint: We serve on a global scale, forging multinational partnerships while printing locally.
- Efficient supply chain: CCL Healthcare understands supply chain management and can order your products to your demand.
- Industry certifications: Our sites are ISO 9001 Certified and follow cGMP guidelines.
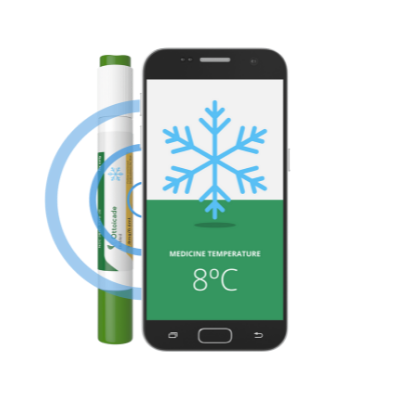
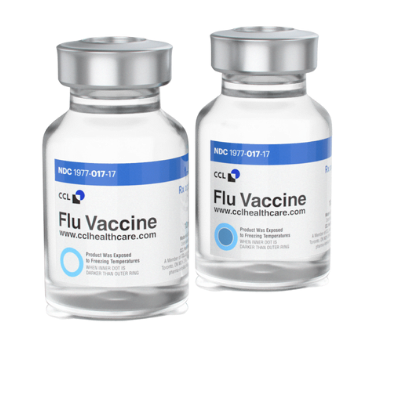
Proven Pharmaceutical RFID use cases
RFID is increasingly being used for various applications in the pharmaceutical industry. Take a look at some proven use cases below.
Contact Us
Contact a Packaging Specialist.
Request a Quote
Do you need a Quote for Smart Packaging?
Newsletter
Stay connect with CCL Healthcare
Request a Quote Today
At CCL Healthcare, we combine our expertise and decades of experience to provide cost-efficient, easy-to-use pharmaceutical RFID tags for precise product authentication, real time tracking and more. To request a quote or discuss your labeling requirements with an expert, contact us online today.
CCL Healthcare is market leader custom cGMP printed packaging solutions. We offer the industries largest array of printed packaging and functional secondary packaging products. The products shown on the website are only a small sampling of the formats, constructions, and configurations. To discuss your unique or custom packaging needs, please contact a packaging specialist.
Why CCL Healthcare is the RFID Experts
What sets CCL Apart?
CCL is uniquely positioned to convert and encode RFID Inlays into finished labels in a cGMP environment. CCL has invested in state of the art converting and encoding equipment along with software to ensure not only the quality of the label but the functionality of the RFID tag. Our RFID enabled labels go through the industries most rigorous inspection system with a second redundancy inspection to flag and replace any non-functional RFID labels.
Why use CCL on your next RFID project?
CCL works with industry leaders in the development of new RFID tags, inlay sizes, software and systems integrators to ensure the successful launch of your next RFID project. CCL has invested heavily into highly trained personnel and new state of the art equipment. With our skilled staff we are able to innovate not only at the product level but at the machinery level modifying equipment to push the boundaries to achieve what was once not possible yesterday to the what is possible today.