




- All
- Blog
- Packaging University 101

BlogFolding CartonsPackaging Solutions
Folding cartons with Product Partitions Explained
What are the uses and benefits of Folding cartons with Partitions or Dividers Partition style cartons with product dividers are a type of packaging that ...

Folding CartonsPackaging SolutionsPackaging University 101
Folding Cartons with Syringe Trays
Folding cartons with syringe trays are a popular packaging solution in the healthcare industry. These cartons are designed to hold syringes securely in place during ...

Folding CartonsPackaging SolutionsPackaging University 101
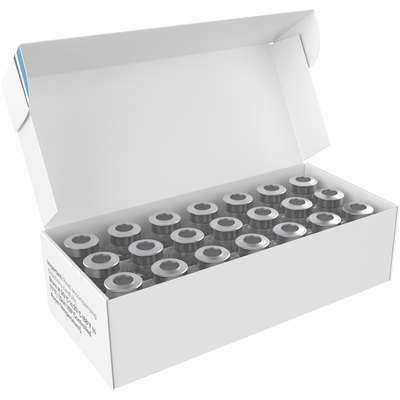
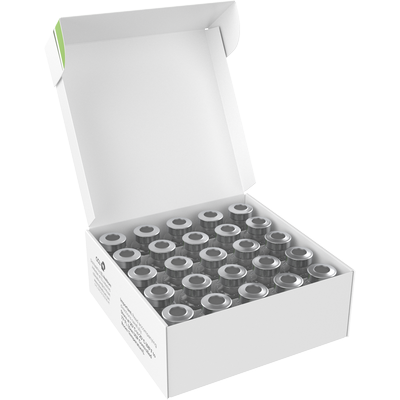
Folding Cartons with Partitions for Vials
Vial boxes or folding cartons with partitions are an excellent solution for packaging vials in the pharmaceutical industry. They offer enhanced protection, increased organization, and ...

BookletLeafletPackaging Solutions
Pharmaceutical IFU: Why It Matters
Pharmaceutical IFUs are an essential component of any medication or other pharmaceutical product. By providing users with clear and comprehensive instructions, IFUs help ensure the ...

Packaging SolutionsPackaging University 101Pharmaceutical
6 Pharmaceutical packaging use for Dividella Folding Carton Styles
Dividella cartons are commonly used in the pharmaceutical industry for a variety of packaging applications. Here are some of the most common uses for Dividella ...
Folding CartonsPackaging SolutionsPackaging University 101
6 Benefits of Dividella Style Folding Cartons
Dividella cartons offer a range of benefits that make them an excellent choice for packaging in the pharmaceutical industry. With their durability, versatility, customizability, sustainability, ...
Folding CartonsPackaging SolutionsPackaging University 101
What are Dividella Folding Cartons?
Cartons with partitions are typically made from high-quality materials such as paperboard or corrugated cardboard, which provide excellent protection against moisture, light, and other environmental ...

Packaging SolutionsPackaging University 101
6 deciding factors consumers use based on packaging
Packaging plays several important factors in a consumer's decision-making process. Some of these factors include: 1. Protection: Consumers expect packaging to protect the product from ...

BlogExpanded Content LabelsExpanded Content Packaging
What are Multi-Layer Labels
Multi-layer labels, also known as peel-and-reseal labels or multi-ply, 2-ply, 3-ply labels, are types of labels that consist of multiple layers of printed material, each ...

BlogPackaging SolutionsPackaging University 101
How Radio Frequency Identification is used on Healthcare
Radio Frequency Identification (RFID) technology has revolutionized the healthcare industry, particularly with the use of RFID labels.