




- All
- Blog
- Packaging University 101

BlogMedical DevicePackaging Solutions
Why CCL Healthcare for Diagnostics?
Diagnostics need complete kitted solutions and often turn to several printers and packaging companies to produce one kit. There are labels, packaging, literature, and promotions ...

BlogFolding CartonsPackaging Solutions
Innovations lead to the Highest Quality Pharmaceutical Folding Cartons
CCL Healthcare offers cost-effective solutions with our unmatched design capabilities. Our experienced production and quality control personnel deliver the highest quality cartons. CCL Healthcare offers ...

Animal HealthBlogFolding Cartons
More Capacity for Animal Health Folding Cartons
Pets and livestock require safe and secure packaging whether it's for veterinary medicine, vaccines, nutritional supplements, food, and other animal care products. Animal health packaging ...

BlogFolding CartonsPackaging Solutions
Nutraceutical Product Launches and Production Grade Carton Samples
Are you a nutraceutical company ready to release a product to the market? CCL Healthcare are experts at product launches. Our experienced production workers, designers, ...

BlogCryogenic LabelingPackaging Solutions
Recap: Cryogenic Labeling Course
CCL Packaging University’s course, Cryogenic Labeling, discussed how challenging it is to find functional labels for this application. A label cannot adhere over frost, it ...

BlogPackage InnovationPackaging Solutions
Recap: Single Unit Doses with RFID
The CCL Packaging University Course dives into why RFID-enabled drug products and cloud data solutions are a packaging game changer. For pharmacists, Kit Check allows ...

BlogClinical ServicesPackaging Solutions
Recap: Overcoming Clinical Labeling Challenges
The CCL Packaging University Course, Overcoming Clinical Labeling Challenges, presented by CCL Clinical Systems, and focuses on an array of clinical situations that are sometimes ...

BlogBookletLeaflet
Pharmaceutical Printed Literature for Product Launches
Launching pharmaceutical products requires all the components of the solution to be produced efficiently. Speed-to-market is a top priority. It requires a dynamic team with ...
BlogPackage InnovationPackaging Solutions
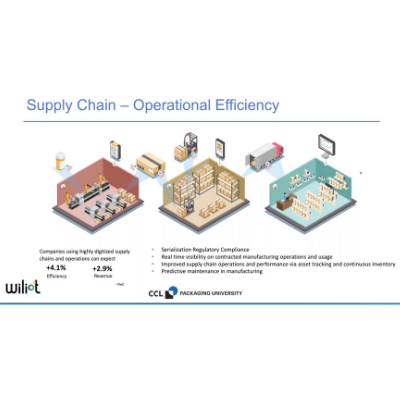
Recap: The Impact of Smart and Connected Packaging
The second-course, Impact of Smart and Connected Product Packaging in the Pharmaceutical Industry, revealed the possibilities available through Bluetooth low energy (BLE) technology. The pandemic ...

BlogExpanded Content LabelsPackaging Solutions
Affix It: ECLs and A Variety of Other Options
Expanded Content Labels (ECLs) has allowed for all the important content to be presented in a compact way. More convenience is added when the ECL ...